















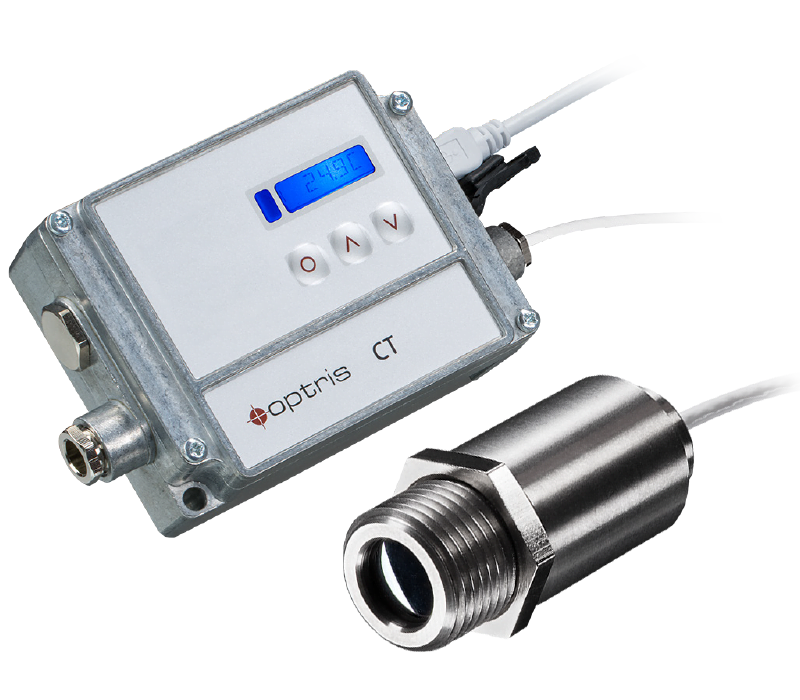
CT Series
Ready-made for OEM solutions

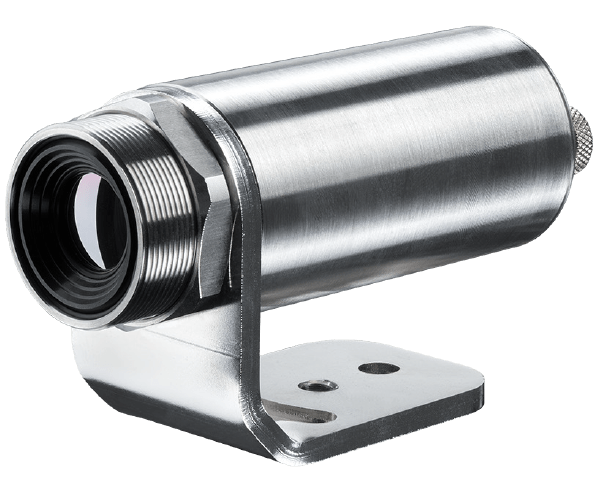
CS LT, CSmicro Series
for limited space and small machine constructions
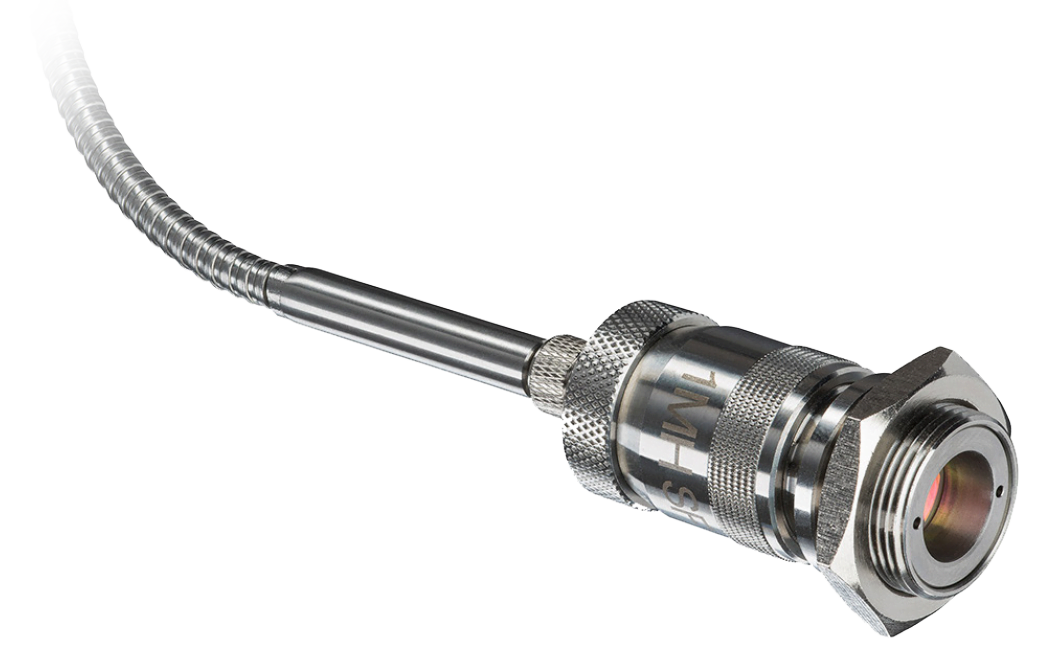
CSlaser CTlaser Series
for precise temperature measurement in various industrial applications

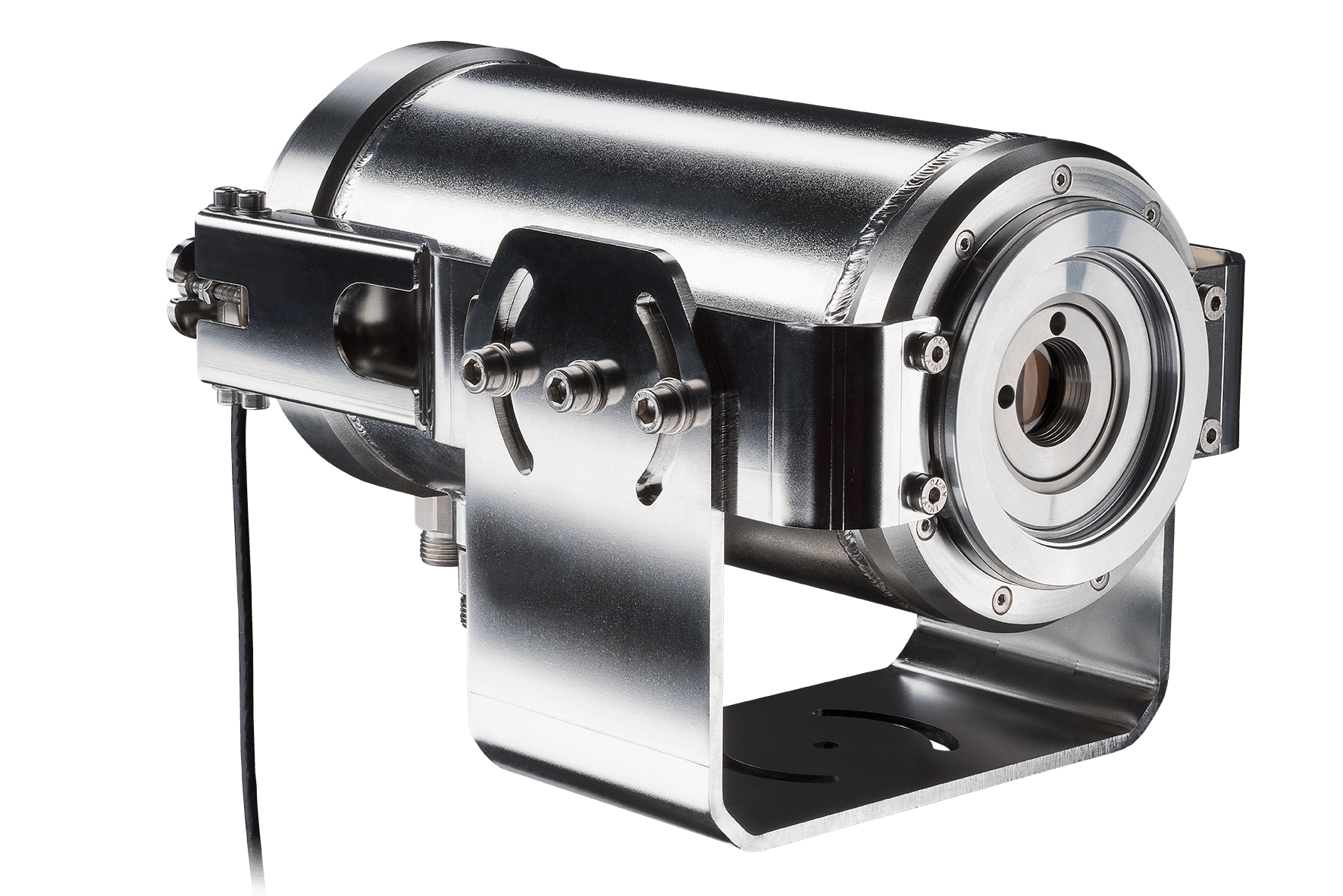
CSvideo CTvideo Series
Video pyrometers for the proccesses with limited access

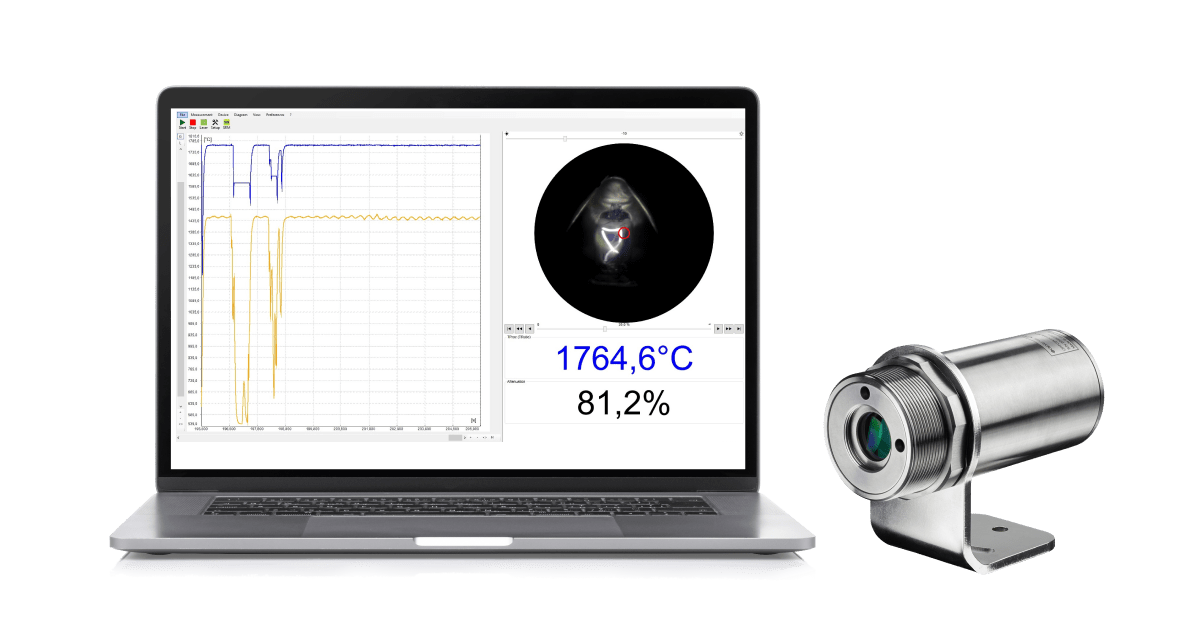
CSvision Series
Innovative ratio pyrometers, High quality video alignment
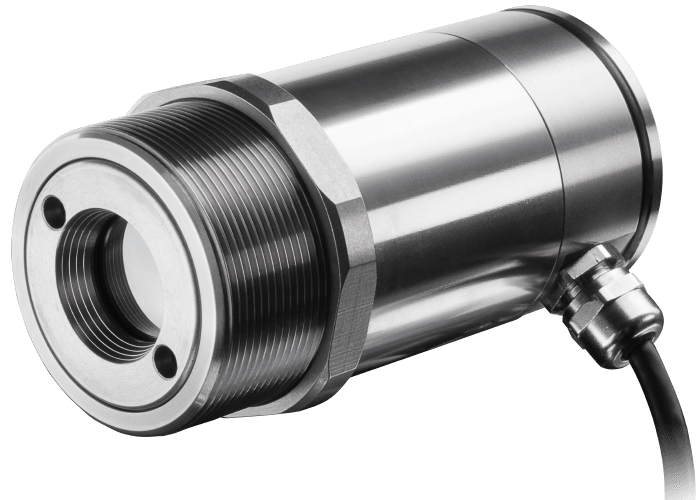
CTratio Series
for high metal temperatures and fast processes
IR Thermometers Accessories
Extended Functions and Usability
Ultimate Software for IR Thermometers
for easy setup and process control

Precision Line

Accessories for Precision Line
for rough industrial environment
Compact Line

Accessories for Compact Line
Upgrade your IR camera
Software for IR cameras
Limitless Functionalities, No Extra Cost
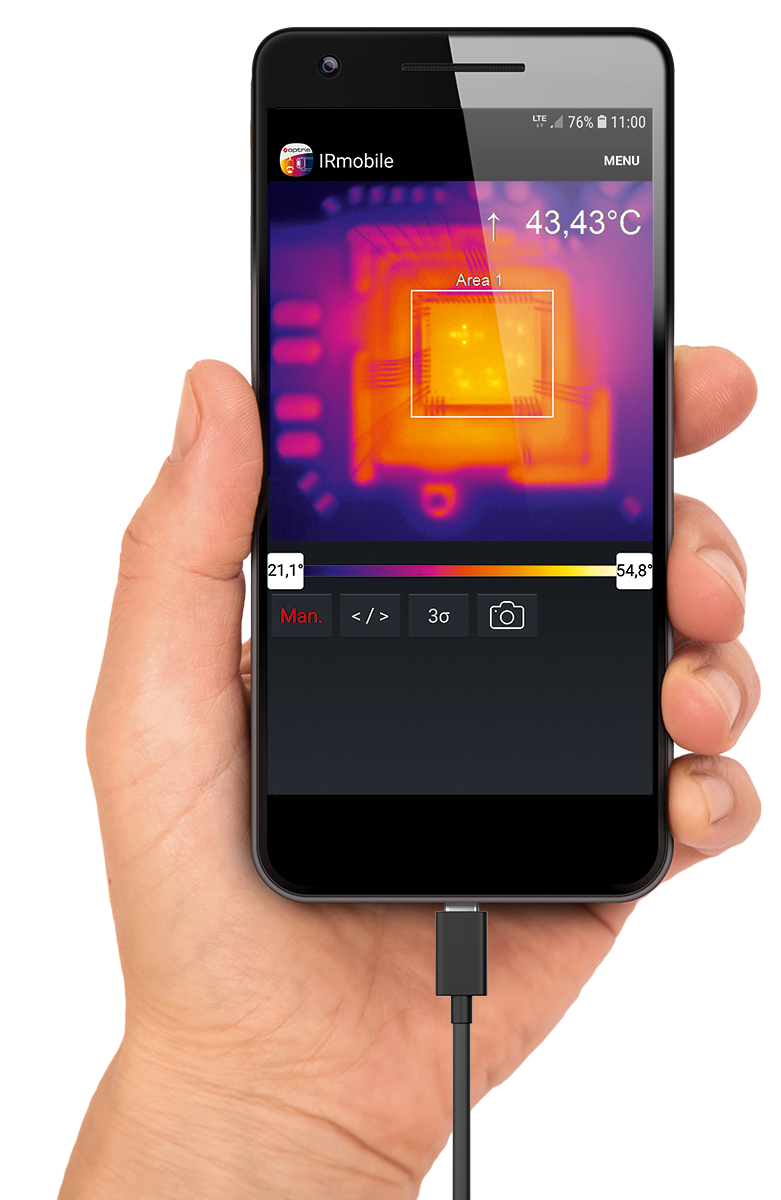
IRmobile App
for live IR image analysis
